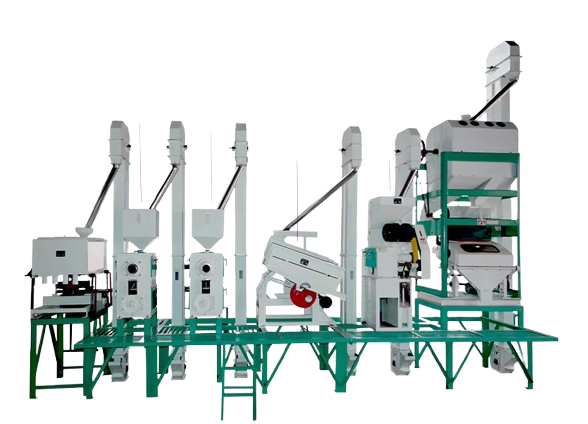
The Colour Sorter Machine is an advanced optical sorting system used in modern rice mills and food processing industries to separate discolored, defective, and foreign grains from the final product. By using high-resolution cameras, image sensors, and intelligent software, it ensures premium quality rice and grains with excellent accuracy and speed.
Key Features
-
High-Resolution Cameras & Sensors – Detects even the finest color variations and defects.
-
Artificial Intelligence (AI) Technology – Smart algorithms for precise sorting and higher recovery.
-
Multi-Layer Sorting – Provides double or triple sorting options for enhanced quality.
-
User-Friendly Touchscreen Interface – Easy to operate with simple controls.
-
High-Speed Ejectors – Ensures fast and accurate removal of defective grains.
-
Energy Efficient – Optimized for lower power consumption.
-
Compact & Durable Design – Built with robust materials for long-term use.