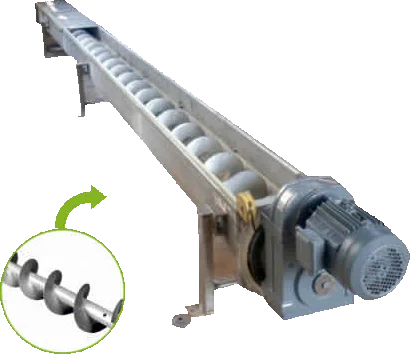

Built with durable steel or stainless steel components, these conveyors offer long service life, low maintenance, and reliable performance. Their enclosed design minimizes dust leakage and material loss, making them ideal for industries like food processing, agriculture, cement, chemicals, plastics, and mining.